Конструкции панелей солнечных батарей космических аппаратов. Солнечные элементы и батареи космического применения
Изобретение относится к электротехнике, в частности к устройствам для генерирования электрической энергии путем преобразования светового излучения в электрическую энергию, и может быть использовано при создании и производстве малоразмерных космических аппаратов с солнечными батареями (СБ). Техническим результатом изобретения является: повышение стойкости СБ к термоударам, к воздействию механических и термомеханических нагрузок, повышение технологичности конструкции, увеличение срока активного существования СБ космических аппаратов, повышение функциональных возможностей за счет расширения температурного диапазона функционирования и оптимизации конструкции СБ, упрощение коммутационной системы, что достигается путем повышения прочности соединения шунтирующих диодов и СЭ, повышение воспроизводимости процесса изготовления СБ космических аппаратов за счет оптимизации технологии изготовления шунтирующих диодов и СЭ СБ, а также коммутирующих шин, соединяющих СЭ и шунтирующие диоды, которые выполнены многослойными. Солнечная батарея для малоразмерных космических аппаратов содержит: панели с приклеенными на них модулями с солнечными элементами (СЭ), шунтирующий диод; коммутирующие шины, соединяющие лицевую и обратную стороны шунтирующего диода с СЭ, при этом шунтирующий диод установлен в вырезе в углу СЭ, при этом коммутирующие шины выполнены многослойными, состоящими из молибденовой фольги, с двух сторон которой последовательно нанесены слой ванадия или титана, слой никеля и слой серебра соответственно. 2 н. и 5 з.п. ф-лы, 4 ил., 3 табл.
Рисунки к патенту РФ 2525633

Область техники
Изобретение относится к электротехнике, в частности к устройствам для генерирования электрической энергии путем преобразования светового излучения в электрическую энергию, и может быть использовано при создании и производстве малоразмерных космических аппаратов с солнечными батареями (СБ).
Уровень техники
К СБ предъявляются следующие требования: максимальная энергетическая эффективность при минимальной массе, сохранение электрических и механических характеристик при хранении, транспортировке на Земле и выводе на расчетную орбиту, длительный срок активного существования (САС) на орбите при минимальной деградации, которая выражается в потере мощности. У современных СБ САС достигает 15 лет и выдвигаются требования по его увеличению до 20 лет.
Основными причинами деградации на орбите являются нарушения структуры активных элементов, а именно фотопреобразователей (ФП) и диодов под действием радиации, а также нарушения, возникающие в результате воздействия изменения температуры, термоциклов. На разных орбитах различен диапазон изменения температуры и частота термоциклов. Для условий эксплуатации на геостационарной орбите верхнее значение температуры +100°C, нижнее - 170°C, количество термоциклов - 2000. На низких орбитах диапазон изменения температуры меньше, верхнее значение +100°C, нижнее - 100°C, но количество термоциклов в течение срока активного существования на орбите составляет несколько десятков тысяч.
Из уровня техники известно (см. Н. S. Rauschenbach. The principles and technology of photovoltaic energy conversion. New York, 1980), что СБ состоит из отдельных генераторов, включающих цепочки солнечных элементов (СЭ), внутри генераторов встречно-параллельно с солнечными элементами устанавливают шунтирующие диоды. Помимо шунтирующих диодов для обеспечения надежной работы СБ применяется диодная защита, которая обеспечивается блокирующими диодами.
В последние годы на смену кремниевым пришли более эффективные солнечные элементы, включающие несколько каскадов гетеропереходов, на основе соединений АзВ5, которые выращены на германиевой подложке (см. P. R. Sharps, М. A. Stan, D. J. Aiken, В. Clevenger, J. S. Hill and N. S. Fatemi. High efficiebcy, multi-junction cells with monolithic bypass diodes, NASA/CP.2005-213431. Page 108-115). Каждый такой СЭ защищается диодом, расположенным с СЭ в одной плоскости, причем диод имеет такую же толщину, как и СЭ. Обычно в СЭ выполнены по углам срезы, в которых размещается диод треугольной формы (см. патенты США на изобретения US 6353176, US 6034322 и заявку США на изобретение US 2008/0000523).
Из уровня техники известна солнечная батарея космических аппаратов, расположенная на углепластиковой сотовой панели. Несущая часть сотовой панели состоит из двух слоев углепластика, между которыми расположен сотовый наполнитель из алюминиевой фольги. На углепластиковую поверхность, предназначенную для монтажа СЭ, наклеивается электроизоляционная пленка. Электрогенерирующая часть солнечной батареи (модули) состоит из солнечных элементов, последовательно или последовательно-параллельно соединенных друг с другом с помощью коммутирующих элементов с термомеханическими компенсаторами. На лицевую поверхность каждого СЭ наклеивается стеклянная пластина (см. GLOBASTAR. Solar Generator Desigh And Layout For Low Earth Orbit Application in Consideration Of Commercial Aspects And Quanlity Production. D-81663 Munich Germany).
К недостаткам известной солнечной батареи космических аппаратов относятся низкая технологичность конструкции, малый температурный диапазон функционирования из-за низкой прочности паяных и сварных соединений шунтирующих диодов и СЭ. Высокая вероятность повреждения межэлементной коммутации, выступающей над лицевой поверхностью СБ, в процессе ее изготовления и проведения регламентных работ, а также технологическая сложность изготовления межэлементной коммутации, обусловленная необходимостью размещения термомеханических компенсаторов в узких межэлементных зазорах, приводит к малой стойкости СБ к воздействию термических и механических нагрузок.
Наиболее близким по технической сущности и достигаемому эффекту техническим решением (прототипом) является солнечная батарея космических аппаратов, содержащая панели с приклеенными на них модулями, состоящая из последовательно или последовательно-параллельно соединенных с помощью коммутирующих шин СЭ, где коммутирующие шины снабжены термомеханическими компенсаторами, а к лицевой поверхности каждого СЭ приклеена защитная стеклянная пластина, которая снабжена дополнительно приклеенными к плоской или криволинейной поверхности каркаса имеющими заданную форму и размер эластичными элементами, где внутренний объем эластичных элементов заполнен герметиком с образованием выпуклого мениска, а СЭ прижаты к эластичным элементам и зафиксированы неподвижно, а коммутирующие шины с термомеханическими компенсаторами и шунтирующие диоды приварены или припаяны к тыльным контактам СЭ в зонах, свободных от герметика, причем термомеханические компенсаторы расположены между тыльной стороной СЭ и несущей поверхностью каркаса в зонах, свободных от герметика (см. патент Российской Федерации на изобретение RU 2250536).
К недостаткам известной солнечной батареи космических аппаратов относятся низкая технологичность конструкции, малый температурный диапазон функционирования из-за низкой прочности паяных и сварных соединений шунтирующих диодов и СЭ, плохая стойкость СБ к воздействию механических и термомеханических нагрузок. Молибденовая шина, толщиной 50 мкм и имеющая многослойное специальное покрытие, является очень жесткой. При присоединении коммутирующих шин сваркой ухудшаются электрические характеристики шунтирующих диодов, а в некоторых случаях из-за жесткой шины точка сварки вырывается вместе с кремнием, что приводит к низкому выходу годных кристаллов после испытаний на термоциклирование. При повышенных температурах происходит деградация СЭ после пайки и сварки, что приводит к отслоению контактов от СЭ и, как следствие, выходу из рабочего состояния ячеек СБ.
Из уровня техники известен способ изготовления СБ космических аппаратов с шунтирующим диодом, включающий изготовление СЭ на основе фотоэлектрической полупроводниковой подложки, формирование шунтирующих диодов на лицевой стороне СЭ, соединение шунтирующих диодов и СЭ СБ космических аппаратов, соединение с помощью коммутирующих шин СЭ (см. патент США на изобретение US6635507).
К недостаткам известного способа относится низкая воспроизводимость процесса изготовления из-за высокой вероятности отслаивания (потери адгезии) металлизации на рабочей и нерабочей сторонах. Кроме того, при присоединении коммутирующих шин сваркой возможно замыкание коммутирующей шиной слоев структуры, а точка сварки вырывается вместе со структурой подложки, что приводит, как следствие, к низкому выходу годных кристаллов после испытаний на термоциклирование.
Наиболее близким по технической сущности и достигаемому эффекту техническим решением (прототипом) является способ изготовления СБ космических аппаратов с интегрированным шунтирующим диодом, включающий изготовление СЭ на основе фотоэлектрической полупроводниковой подложки с углублениями для размещения дискретных шунтирующих диодов, изготовление дискретных шунтирующих диодов на основе полупроводниковой подложки, монтажа дискретных шунтирующих диодов в углубления, контактирование солнечных элементов с шунтирующими диодами с помощью коммутационных шин (см. патент США на изобретение US 5616185).
К недостаткам известного способа изготовления относится низкая воспроизводимость процесса изготовления из-за высокой вероятности отслаивания (потери адгезии) металлизации при формировании металлизации нерабочей стороны. Кроме того, при резке на кристаллы на кремниевых монокристаллических подложках образуются трещины, а при присоединении коммутационных шин сваркой точка сварки вырывается вместе с кремнием, что приводит, как следствие, к низкому выходу годных кристаллов после испытаний на термоциклирование (термоудары).
Раскрытие изобретения
Техническим результатом заявленного изобретения является:
Повышение стойкости СБ к термоударам, к воздействию механических и термомеханических нагрузок, повышение технологичности конструкции, увеличение срока активного существования СБ космических аппаратов, повышение функциональных возможностей за счет расширения температурного диапазона функционирования и оптимизации конструкции СБ,
Упрощение коммутационной системы, что достигается путем повышения прочности соединения шунтирующих диодов и СЭ,
Повышение воспроизводимости процесса изготовления СБ космических аппаратов за счет оптимизации технологии изготовления шунтирующих диодов и СЭ СБ, а также коммутирующих шин, соединяющих СЭ и шунтирующие диоды, которые выполнены многослойными.
Технический результат заявленного изобретения достигается тем, что солнечная батарея малоразмерных космических аппаратов содержит:
Шунтирующий диод;
при этом коммутирующие шины выполнены многослойными, состоящими из молибденовой фольги, с двух сторон которой последовательно нанесены слой ванадия или титана, слой никеля и слой серебра соответственно.
В предпочтительном варианте толщина молибденовой фольги составляет 8-12 мкм, суммарная толщина слоев ванадия или титана и никеля составляет 0,1-0,3 мкм, толщина слоя серебра составляет 2,7-6 мкм.
Способ изготовления солнечной батареи для малоразмерных космических аппаратов включает:
Соединение СЭ с шунтирующими диодами с помощью коммутирующих
при этом коммутирующие шины изготавливают многослойными из молибденовой фольги, с двух сторон которой последовательно наносят слой ванадия или титана, слой никеля и слой серебра соответственно.
В предпочтительном варианте слой ванадия или титана, слой никеля и слой серебра наносят последовательно с двух сторон на подготовленную молибденовую фольгу методом вакуумного магнетронного напыления при температуре молибденовой фольги 110-130°С с предварительной ионной бомбардировкой, а молибденовую фольгу с сформированными слоями ванадия или титана, никеля и серебра отжигают в вакууме при температуре 300-350°С.
Краткое описание чертежей
Признаки и сущность заявленного изобретения поясняются в последующем детальном описании, иллюстрируемом чертежами, где показано следующее.
На фиг.1 представлен СЭ с установленными сбоку с помощью коммутирующих шин шунтирующим диодом.
На фиг.2 схематично представлена послойная структура коммутирующей
На фиг.3 представлен алгоритм способа изготовления СБ КА.
На фиг.4 представлены рассчитанные по экспериментально измеренным деформациям величины внутренних механических напряжений в слоях металлов коммутирующих шин, сформированных при различной температуре молибденовой фольги.
На фиг.4 на графиках в скобках указан оптимальный рабочий диапазон температур молибденовой фольги при напылении. На фиг.1 обозначено следующее:
1 - шунтирующий диод;
2 - коммутирующая шина, соединяющая лицевую сторону шунтирующего диода(1) с СЭ (4);
3 - коммутирующая шина, соединяющая обратную сторону шунтирующего диода(1) с СЭ (4);
4 - солнечный элемент (СЭ);
На фиг.2 обозначено следующее:
5 - подготовленная молибденовая фольга;
6 - слой ванадия или титана;
7 - слой никеля;
8 - слой серебра.
Осуществление и пример реализации изобретения
Заявленный способ был использован при реализации групповой технологии изготовления солнечных батарей космических аппаратов и состоит из следующей последовательности технологических операций (см. фиг.3): производят изготовление солнечных элементов на основе фотоэлектрической полупроводниковой подложки, изготовление шунтирующих диодов на основе фотоэлектрической полупроводниковой подложки, изготовление коммутирующих шин, включающее в себя подготовку молибденовой фольги и металлизацию подготовленной молибденовой фольги методом вакуумного магнетронного напыления с двух сторон слоями ванадия, никеля и серебра при температуре молибденовой фольги 110-130°C с предварительной ионной бомбардировкой, затем производят отжиг молибденовой фольги с сформированными слоями ванадия или титана, никеля и серебра в вакууме при температуре 300-350°C, осуществляют приварку коммутирующих шин к шунтирующим диодам, испытывают шунтирующие диоды на термоциклирование и термоудар, соединяют солнечные элементы с шунтирующими диодами с помощью коммутирующих шин и осуществляют выходной контроль солнечной батареи космических аппаратов.
Толщину молибденовой фольги выбирали исходя из наибольшего усилия отрыва приваренной коммутирующей шины к лицевой и обратной сторонам шунтирующего диода после проведения испытаний на термоудар.
Усилие отрыва приваренной коммутирующей шины от шунтирующего диода определяли следующим образом: подготавливали молибденовую фольгу в несколько этапов, после чего производилось утонение молибденовой фольги до следующих толщин: 6±0,1 мкм, 7,5±0,1 мкм, 10±0,1 мкм, 13±0,1 мкм. Затем на подготовленную молибденовую фольгу методом вакуумного магнетронного напыления нанесли с двух сторон слои ванадия, никеля и серебра при температуре молибденовой фольги 110-130°C с предварительной ионной бомбардировкой.
После чего молибденовую фольгу с сформированными слоями ванадия или титана, никеля и серебра отжигали в вакууме при температуре 300-350°C и производили вырубку из молибденовой фольги коммутирующих шин. После чего производили контрольную сварку коммутирующих шин к лицевой и обратной сторонам шунтирующих диодов и контроль усилия отрыва коммутирующих шин от шунтирующих диодов (см. табл.1).
Затем производили испытания на термоудар приваренных коммутирующих шин к шунтирующим диодам, заключающийся в проведении 450 циклов термоударов от температуры -180°C (пары жидкого азота) до 120°C на специализированном оборудовании. После чего производилось измерение электрических параметров шунтирующих диодов, которое показало незначительное повышение прямого напряжения на фоне неизменных значений токов утечки и обратного напряжения. Затем производили контроль усилия отрыва коммутирующих шин от шунтирующих диодов (см. табл.2).
В результате испытаний выявлено увеличение усилия отрыва у всех вариантов толщин коммутирующих шин от шунтирующих диодов при незначительном изменении электрических характеристик шунтирующих диодов. Исходя из таблицы 2 получено, что оптимальной толщиной молибденовой фольги является 10±0,1 мкм, так как обеспечивается максимальное усилие отрыва шины от шунтирующего диода.
Температуру молибденовой фольги при технологической операции напыления металлов выбирали исходя из минимальных напряжений в получаемой структуре (см. фиг.4). Внутренние напряжения определяли следующим образом: формировали одноконсольные микробалки методом магнетронного напыления металлических пленок V-Ni-Ag на подготовленной молибденовой фольге с фотолитографией и плазмохимическим травлением металлов. Полученные образцы одноконсольных микробалок исследовали с помощью оптического микроскопа Axio Imager фирмы Carl Zeiss при увеличении в 6000х. Проводили измерения размеров балочной конструкции и направление деформации. Форма деформации определялась по отклонению микробалок в различных точках ее длины от поверхности. После чего с помощью математической обработки по формуле Стоуни вычисляли величины напряжения балок. Кривизну балки находили, измеряя отклонение хвостовика одноконсолыюй микробалки. Указанные режимы выбирали исходя из соображений воспроизводимости технологического процесса, которая обеспечивается, если при присоединении коммутирующих шин сваркой точка сварки не вырывается (см. табл.3).
По предложенным конструкции и способу изготовления изготавливали СБ для малоразмерных КА, включающие в себя бескорпусные шунтирующие диоды треугольной формы с обратным напряжением 100 В и прямым током 2 А и каскадные фотопреобразователи на основе соединений А 3 В 5 .
До использования заявленного технического решения использовались серебряные коммутационные шины, которые приваривались к шунтирующим диодам и СЭ. Испытание диодов показало низкую стойкость к термоударам (происходило разрушение структуры после 10-15 термоударов от -180°C до +100°C), причем процент выхода годных диодов по электрическим характеристикам на этапе термоциклирования составлял не более 70% из годных диодов после сборки, а в оставшихся 30% происходило разрушение структуры в зоне приварки (межслойное разрушение по основным материалам при воздействии повышенных и пониженных температур) при контроле прочности сварного соединения. Усилие отрыва металлизации от кристалла составляло 50-100 г/мм 2 , а после использования настоящего технического решения составило более 150 г/мм 2 , в результате чего процент выхода годных диодов на этапе термоциклирования повысился до 85%.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Солнечная батарея для малоразмерных космических аппаратов содержит:
Панели с приклеенными на них модулями с солнечными элементами (СЭ),
Шунтирующий диод;
Коммутирующие шины, приваренные к лицевой и обратной сторонам шунтирующих диодов и соединяющие лицевую и обратную стороны шунтирующего диода с СЭ, при этом шунтирующий диод установлен в вырезе в углу СЭ,
отличающаяся тем, что
коммутирующие шины выполнены многослойными, состоящими из молибденовой фольги, с двух сторон которой последовательно нанесены слой ванадия или титана, слой никеля и слой серебра соответственно.
2. Солнечная батарея по п.1, отличающаяся тем, что толщина молибденовой фольги составляет 8-12 мкм.
3. Солнечная батарея по п.2, отличающаяся тем, что суммарная толщина слоев ванадия или титана и никеля составляет 0,1-0,3 мкм.
4. Солнечная батарея по п.3, отличающаяся тем, что толщина слоя серебра составляет 2,7-6 мкм.
5. Способ изготовления солнечной батареи для малоразмерных космических аппаратов, включающий:
Изготовление солнечных элементов (СЭ) на основе фотоэлектрической полупроводниковой подложки с вырезом в углу под шунтирующие диоды,
Изготовление шунтирующих диодов на основе фотоэлектрической полупроводниковой подложки,
Изготовление коммутирующих шин,
Приварку коммутирующих шин к лицевой и обратной сторонам шунтирующих диодов,
Установку шунтирующих диодов в вырезе в углу СЭ,
Соединение СЭ с шунтирующими диодами с помощью коммутирующих шин,
отличающийся тем, что
коммутирующие шины изготавливают многослойными из молибденовой фольги, с двух сторон которой последовательно наносят слой ванадия или титана, слой никеля и слой серебра соответственно.
6. Способ по п.5, отличающийся тем, что слой ванадия или титана, слой никеля и слой серебра наносят последовательно с двух сторон на подготовленную молибденовую фольгу методом вакуумного магнетронного напыления при температуре молибденовой фольги 110-130°C с предварительной ионной бомбардировкой.
7. Способ по п.6, отличающийся тем, что молибденовую фольгу с сформированными слоями ванадия или титана, никеля и серебра отжигают в вакууме при температуре 300-350°С.
Солнечные батареи зачастую бывают довольно больших размеров, поэтому сложно подобрать такие объекты недвижимости, на которых их можно было бы разместить. Одна швейцарская компания разработала новый подход и нашла свои пути решения этой проблемы. Компания запускает плавающий остров, покрытый солнечными батареями на озеро Невшатель. Каждый из трех запланированных островов диаметром 25 метров сможет разместить на себе 100 фотоэлектрических панелей, которые будут работать на протяжении следующих 25 лет. Острова так же будут использованы в научно-исследовательских целях.

В последнее время, судоходные компании все чаще и чаще прибегают к использованию интенсивной солнечной энергетики, размещая на борту панели солнечных батарей. Впервые солнечные батареи на корабле были размещены в Шанхае в 2010 году. Корабль был оснащен огромной солнечной батареей, сделанной в виде паруса. По такому же принципу сделана яхта Turanor PlanetSolar, которая совсем недавно завершила кругосветное плавание, используя солнечную энергетику.

Солнечные батареи в небе
2013 года стал рекордным годом по использованию солнечных батарей в качестве источника энергии для самолетов. Компания Solar Impulse разработала самолет, совершивший самый продолжительный полет с использованием солнечной энергии. Самолет пролетел через всю Америку этим летом.

Разумеется, летать на солнечной энергии, пока что могут только небольшие, беспилотные самолеты. Солнечные батареи значительно облегчают конструкцию дронов, и увеличивают время их возможного пребывания в воздухе.

Одним из примеров использования солнечных батарей в воздухе является подъемник, размещенный высоко в горах, который способен подымать людей на вершину горы с помощью солнечной энергии.

Солнечные батареи в космосе

Исследователи Университета Карнеги-Меллона создали прототип разведочного ровера, который в будущем, планируется отправить на Луну, на ракете SpaceX. Устройство, называемое Polaris, полностью работает на солнечной энергии. Polaris будет использован для изучения полярных лунных широт. Ровер оснащен специальным программным обеспечением, которое поможет ему работать в более темных областях спутника.

Вы так же наверняка слышали о большом количестве космического мусора на орбите. Было бы неплохо восстановить эти спутники и вернуть их на землю для ремонта и дальнейшего возвращения на орбиту. Эта идея легла в основу новой концепции Solara, устройства работающего на солнечных батареях и не требующего постоянного ремонта. Атмосферный спутник разработан компанией Titan Aerospace. Solara способен работать в высочайших слоях атмосферы на протяжении пяти лет подряд.

Последней и самой амбициозной надеждой является проект японской фирмы, которая планирует построить массив солнечных батарей вокруг экватора Луны, а затем запустить луч энергии обратно на Землю. На создание «Кольца Луны » уйдет около 30 лет. По предположениям специалистов компании лунное кольцо будет генерировать до 13000 ТВт (тераватт) постоянной энергии.
В настоящее время в НПП «Квант» ведутся работы по трем основным направлениям развития космической фотоэнергетики и ее элементной базы, а именно:
Создание солнечных батарей на основе монокристаллического кремния
Созданные в НПП «Квант» кремниевые солнечные батареи соответствуют мировому уровню, что было подтверждено при выполнении ряда зарубежных заказов по их изготовлению в интересах Индии, Франции, Голландии, Чехии, Израиля, Китая. Эти батареи обладают:
- наивысшей начальной удельной энергетической характеристикой ~ 200Вт/м 2 ;
- наименьшей деградацией за срок активного существования;
- двусторонней чувствительностью, что используется на низколетящих космических аппаратах и позволяет увеличить выходную мощность солнечных батарей на 10-15 % за счет преобразования альбедо Земли (в частности, солнечные батареи для КА «Заря», «Звезда», российского сектора МКС, СБ для КА «Монитор-Э»).
Создание солнечных батарей на основе многокаскадных фотоэлектрических преобразователей с использованием сложных полупроводниковых материалов на инородных подложках.
С помощью солнечных элементов на основе каскадных сложных гетеропереходных структур, использующих тройные и четвертные соединения АIIIВV, наносимые на инородную полупроводниковую подложку, в настоящее время достигнуты максимальный кпд в условиях космоса, наилучшие результаты по удельной мощности, сроку активного существования и минимальной деградации за этот срок. C помощью подобных солнечных элементов освоен диапазон кпд 25-30%. Для целого класса перспективных космических аппаратов, например, крупных геостационарных платформ, а также космических аппаратов, предназначенных для транспортных операций в космосе с использованием электрореактивных двигательных установок, возможность выполнить современные целевые задачи позволяет только использование подобных высокоэффективных солнечных батарей. Учитывая это, а также используя многолетний опыт проектирования солнечных батарей на основе GaAs, НПП «Квант» развивает работы в указанном направлении.
Создание гибких тонкопленочных солнечных батарей на основе аморфного кремния с максимальной удельной энергомассовой характеристикой и минимальной стоимостью.
Это совершенно новое направление в космической фотоэнергетике. Наиболее перспективным типом таких фотоэлектрических преобразователей в настоящее время являются 3-х-каскадные ФЭП на основе аморфного кремния (a-Si). Первоначально созданные для целей наземной фотоэнергетики солнечные батареи из аморфного кремния в настоящее время рассматриваются для использования в условиях космоса, вследствие:
- возможности получения высоких энергомассовых характеристик солнечных батарей, в 4-5 раз выше, чем у солнечных батарей, изготовленных на основе монокристаллического кремния, несмотря на их меньший начальный кпд;
- высокой радиационной стойкости;
- возможности снижения на порядок и более удельной стоимости солнечной батареи по сравнению с монокристаллическим вариантом.
Существенным преимуществом гибких тонкопленочных солнечных батарей является их малый стартовый (транспортный) объем, возможность создания на их основе легко развертываемых солнечных батарей рулонного типа и т.д.
В качестве базовой технологии изготовления фотоэлектрических преобразователей на основе аморфного кремния для космического применения рассматривается освоенная совместным российско-американским предприятием ООО «Совлакс» (соучредители НПП «Квант», ЕСD Ltd.,USA) технология наземного применения. Эта технология обеспечивает формирование каскадной трехпереходной фотоэлектрической структуры на основе сплавов a-Si на тонкой ленточной подложке.
Современные проекты НПП «Квант» в области космической фотоэнергетики
- МКС: Российский сегмент из модулей «Заря» и «Звезда» с солнечными преобразователями с двусторонней чувствительностью
- Крупные геостационарные платформы «СиСат», «Экспресс-А», «Экспресс-АМ», «КазСат» и др.
- Космические аппараты для дистанционного зондирования Земли и метеорологии «Монитор-Э», «Метеор-3» и др.
| Основные характеристики | Моно- кристаллический | GalnP2-GalnAs-Ge трехкаскадные |
Аморфный |
| Удельная мощность СБ при АМ0, 25°С в оптимальной точке ВАХ, Вт/м 2 | 200 | ~350 | 90-100 |
| Удельная мощность СБ при АМ0, 60°C, в оптимальной точке ВАХ, Вт/м 2 | 165-170 | ~320 | 80-90 |
| Удельная масса (по фотообразующей части без учёта каркаса), кг/м 2: | |||
| - сетчатая подложка - сотовая подложка |
1,7-1,85 1,4-1,5 |
1,9 1,6 |
0,3 |
| Деградация рабочего тока за САС, % | |||
| - 10 лет GEO - 10 лет LEO - 10 лет на эллиптической и промежуточной орбитах |
20 20 30 |
15 15 25 |
Радиационная деградация ~7% |
В 2016 году (ключевое подразделение ИППТ - ) спроектирована ультралегкая композитная сетчатая панель солнечных батарей для космических аппаратов. Облегченная опорная конструкция, разработанная в рамках концепции ИППТ СПбПУ, предназначена для замены трехслойных панелей с сотовым заполнителем. Изделие произведено на предприятии партнера ИППТ - компании Baltico (Германия).
Разработка неоднократно демонстрировалась на промышленных выставках, в том числе, на форуме , где, в частности, привлекла внимание первого заместителя министра промышленности и торговли России Г.С. Никитина и других представителей власти, а также руководителей ряда ведущих промышленных предприятий.
Иннопром-2016. Научный руководитель ИППТ СПбПУ, руководитель Инжинирингового центра СПбПУ А.И. Боровков (справа) демонстрирует композитную панель для космических солнечных батарей, разработанную ИППТ СПбПУ и Baltico GmbH, первому заместителю министра промышленности и торговли России Г.С. Никитину (в центре) и директору Департамента станкостроения и инвестиционного машиностроения Минпромторга России М.И. Иванову
Композитная панель также была продемонстрирована министру промышленности и торговли Д.В. Мантурову, посетившему Санкт-Петербургский политехнический университет Петра Великого 7 ноября 2016 года.

А.И. Боровков рассказывает главе Минпромторга Д.В. Мантурову о разработанной в ИППТ
ультралегкой композитной панели для солнечных батарей
Материал: композит - карбоновое волокно / эпоксидная матрица
Технология: Цифровое аддитивное производство. Роботизированная укладка непрерывных волокон на каркас.
Цикл производства: 15 мин
Стоимость при серийном производстве: от 6000 руб./ кв. м.
|
Характеристики |
Требования |
Достигнутые |
|
1400х1400х22 мм |
1400х1400х22 мм |
|
|
Вес не более |
||
|
Схема закрепления |
По периметру |
|
|
Максимальное перемещение под нагрузкой |
Преимущества технологии:

- максимально используются характеристики однонаправленного композиционного материала вдоль армирующих волокон;
- прямой процесс, применение первичных материалов (ровинг и связующее);
- совместимость с металлическими конструкциями;
- низкая материалоемкость и стоимость конструкций;
- безотходное производство;
- возможность изготовления сложных геометрических форм, модульность;
- снижение веса несущих конструкций в 20-30 раз;
- полностью автоматизированная технология;
- точность изготовления 0,1-1,0 мм;
- применение отечественных материалов.
Это фотоэлектрические преобразователи - полупроводниковые устройства, преобразующие солнечную энергию в постоянный электрический ток. Проще говоря, это основные элементы устройства, которое мы называем «солнечными батареями». С помощью таких батарей на космических орбитах работают искусственные спутники Земли. Делают такие батареи у нас в Краснодаре - на заводе «Сатурн». Руководство завода пригласило автора этого блога посмотреть на производственный процесс и рассказать о нем у себя в дневнике.
1. Предприятие в Краснодаре входит в структуру Федерального космического агентства, но владеет «Сатурном» компания «Очаково», которая в буквальном смысле спасла это производство в 90-е годы. Владельцы «Очаково» выкупили контрольный пакет акций, который чуть было не ушел к американцам. «Очаково» вложила сюда большие средства, закупила современное оборудование, сумела удержать специалистов и теперь «Сатурн» - один из двух лидеров на российском рынке производства солнечных и аккумуляторных батарей для нужд космической отрасли - гражданской и военной. Вся прибыль, которую получает «Сатурн», остается здесь, в Краснодаре, и идет на развитие производственной базы.

2. Итак, всё начинается здесь - на участке т.н. газофазной эпитаксии. В этом помещении стоит газовый реактор, в котором на подложке из германия в течение трех часов выращивается кристаллический слой, который будет служить основой для будущего фотоэлемента. Стоимость такой установки - около трех миллионов евро.

3. После этого подложке предстоит пройти еще долгий путь: на обе стороны фотоэлемента нанесут электрические контакты (причем, на рабочей стороне контакт будет иметь «рисунок-гребенку», размеры которой тщательно рассчитываются, чтобы обеспечить максимальное прохождение солнечного света), на подложке появится просветляющее покрытие и т.д. - всего более двух десятков технологических операций на различных установках, прежде чем фотоэлемент станет основой солнечной батареи.

4. Вот, например, установка фотолитографии. Здесь на фотоэлементах формируются «рисунки» электрических контактов. Машина производит все операции автоматически, по заданной программе. Здесь и свет соответствующий, который не вредит светочувствительному слою фотоэлемента - как раньше, в эпоху аналоговой фотографии, мы пользовались «красными» лампами.

5. В вакууме установки напыления с помощью электронного луча наносятся электрические контакты и диэлектрики, а также наносятся просветляющие покрытия (они увеличивают ток, вырабатываемый фотоэлементом на 30%).

6. Ну вот, фотоэлемент готов и можно приступать к сборке солнечной батареи. К поверхности фотоэлемента припаиваются шины, чтобы потом соединить их друг с другом, а на них наклеивается защитное стекло, без которого в космосе, в условиях радиации, фотоэлемент может не выдержать нагрузок. И, хотя толщина стекла всего 0,12 мм, батарея с такими фотоэлементами будет долго работать на орбите (на высоких орбитах больше пятнадцати лет).



7. Электрическое соединение фотоэлементов между собой осуществляется серебряными контактами (их называют шинками) толщиной всего 0,02 мм.

8. Чтобы получить нужное напряжение в сети, вырабатываемое солнечной батареей, фотоэлементы соединяются последовательно. Вот так выглядит секция последовательно соединенных фотоэлементов (фотоэлектрических преобразователей - так правильно).

9. Наконец, солнечная батарея собрана. Здесь показана только часть батареи – панель в формате макета. Таких панелей на спутнике может быть до восьми, в зависимости от того, какая нужна мощность. На современных спутниках связи она достигает 10 кВт. Такие панели будут смонтированы на спутнике, в космосе они раскроются, как крылья и с их помощью мы будем смотреть спутниковое телевидение, пользоваться спутниковым интернетом, навигационными системами (спутники «Глонасс» используют краснодарские солнечные батареи).


10. Когда космический аппарат освещается Солнцем, вырабатываемая солнечной батареей электроэнергия питает системы аппарата, а избыток энергии запасается в аккумуляторной батарее. Когда космический аппарат находится в тени от Земли, аппаратом используется электроэнергия, запасенная в аккумуляторной батарее. Никель-водородная батарея, обладая высокой энергоемкостью (60 Вт ч/кг) и практически неисчерпаемым ресурсом, широко используется на космических аппаратах. Производство таких батарей - еще одна часть работы завода «Сатурн». На этом снимке сборку никель-водородной аккумуляторной батареи производит кавалер медали ордена «За заслуги перед Отечеством» II степени Анатолий Дмитриевич Панин.


11. Участок сборки никель-водородных аккумуляторов. Начинка аккумулятора подготавливается к размещению в корпусе. Начинка - это положительные и отрицательные электроды, разделённые сепараторной бумагой - в них и происходит преобразование и накопление энергии.

12. Установка для электронно-лучевой сварки в вакууме с помощью которой изготавливается корпус аккумулятора из тонкого металла.

13. Участок цеха, где корпуса и детали аккумуляторов испытываются на воздействие повышенного давления. В связи с тем, что накопление энергии в аккумуляторе сопровождается образованием водорода, и давление внутри аккумулятора повышается, испытания на герметичность - неотъемлемая часть процесса изготовления аккумуляторов.

14. Корпус никель-водородного аккумулятора - очень важная деталь всего устройства, работающего в космосе. Корпус рассчитан на давление 60 кг·с/см 2 , при испытаниях разрыв произошел при давлении 148 кг·с/см 2 .

15. Проверенные на прочность аккумуляторы заправляют электролитом и водородом, после чего они готовы к работе.

16. Корпус никель-водородной аккумуляторной батареи изготавливается из специального сплава металлов и должен быть механически прочным, легким и обладать высокой теплопроводностью. Аккумуляторы устанавливаются в ячейки и между собой не соприкасаются.

17. Аккумуляторы и собранные из них батареи подвергаются электрическим испытаниям на установках собственного производства. В космосе уже невозможно будет ничего поправить и заменить, поэтому здесь тщательно испытывают каждое изделие.



18. Вся космическая техника подвергается испытаниям на механические воздействия с помощью вибрационных стендов, которые имитируют нагрузки при выведении космического аппарата на орбиту.


19. В целом завод «Сатурн» произвел самое благоприятное впечатление. Производство хорошо организовано, цеха чистые и светлые, народ работает квалифицированный, общаться с такими специалистами - одно удовольствие и очень интересно человеку, хоть в какой-то степени интересующемуся нашим космосом. Уезжал с «Сатурна» в отличном настроении - всегда приятно посмотреть у нас на место, где не занимаются пустой болтовней и не перекладывают бумажки, а делают настоящее, серьезное дело, успешно конкурируют с такими же производителями в других странах. Побольше бы в России такого.
 Как сделать забор в майнкрафте 1
Как сделать забор в майнкрафте 1 Оригинальный декор из лампочек своими руками
Оригинальный декор из лампочек своими руками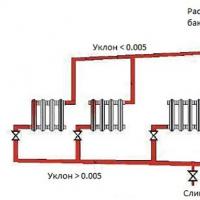 Расширительный бак для отопления
Расширительный бак для отопления Ворота и калитки для панельных ограждений
Ворота и калитки для панельных ограждений Снип 2 04 03 85 рекомендации
Снип 2 04 03 85 рекомендации Водородная вода: польза и вред, какой купить генератор и как сделать в домашних условиях Генератор водородной воды: какой лучше
Водородная вода: польза и вред, какой купить генератор и как сделать в домашних условиях Генератор водородной воды: какой лучше Сделаем качественный капитальный ремонт квартир под ключ: недорого и с гарантией
Сделаем качественный капитальный ремонт квартир под ключ: недорого и с гарантией